خصوصیات و ویژگیهای امولسیون قیری اصلاحشده پلیمری PMBE
بعضی از خواص PMBEها بسیار شبیه به خواص امولسیونهای اصلاحنشده است. تفاوت بین ویژگیهای PMBE و امولسیونهای اصلاحنشده در نوع بایندر میباشد. این ویژگیها در ایالاتمتحده امریکا با استاندارد ASTM D977 برای امولسیونهای آنیونی و نیـز استاندارد ASTM D2397 برای امولسیونهای کاتیونی و همچنین در اروپا با استاندار EN 13808 برای امولسیونهای کاتیونی توصیف میگردد. برای نتیجهگیری ، مشخصات اندازهگیری ها جهت دستیابی به ویژگی های مورد نظر تحت عناوین زیر میباشد:
1- ذرات قطبی امولسیونها معمولاً یا آنیونی بوده و یا کاتیونی
2- توجه داشته باشید که امولسیونهای کاتیونی ، متداولتر بوده و بیش از 95 درصد امولسیونهای ارائهشده در اروپا از این نوع میباشد.
3- محتوای بایندر معمولاً بین 60 تا 70 درصد وزنی میباشد.
4- عدم وجود ذرات بزرگ ، بهوسیله اندازهگیری مقدار مواد باقیمانده بر روی الک شماره 125 و 850 میکرون (استاندارد ASTM) یا 160 و 500 میکرون (در استاندارد EN) مقدار درصد وزنی ذرات درشت مشخص میشود. بهطورکلی بیش از 0/5 درصد وزنی ذرات درشت قابلقبول نیست.
5- پایداری ذخیرهسازی بهوسیله بررسی تفاوتها در قسمت فوقانی و تحتانی امولسیون ، بعد از 7 روز اندازهگیری میشود.
6- گرانروی امولسیون،بهطورکلی از طریق اندازهگیری زمان جریان ( با روش Saybolt-Furol و Engler و یا STV) محاسبه میگردد. توجه داشته باشید که زمان جریان و دینامیک و یا ویسکوزیته حالت پایدار مربوطه از طریق فرمولهای پیچیده محاسبه میشود. بسته به نوع کاربرد ، ویسکوزیته باید در یک محدوده صحیح قرار داشته باشد.
7- شاخص شکست ، در اروپا برای تعیین سنجش امولسیون ، آنها را به دودسته سریع تنظیم و کند تنظیم تقسیم میکنند. این آزمون تشکیل میشود از اندازهگیری حجم استاندارد پرکننده موردنیاز برای سخت شدن 100 گرم از امولسیون(EN 13075-1).بر طبق اندازهگیریها شاخص شکست با مقدار محتوای امولسیفایر افزایشیافته است.ازاینرو آن را با سرعت شکست امولسیون در ارتباط میدانند.بهطورمعمول امولسیون با شاخص شکست زیر 80 را از نوع سریع تنظیم و همچنین امولسیون با شاخص شکست بالاتر از 120 را کند تنظیم مینامند.
همانطور که قبلاً بحث شد،تفاوت بین PMBEها و امولسیونهای اصلاحنشده در خصوصیات بایندر نهفته است.بهطورکلی آزمون هر بایندر میتواند به بهبود بایندر کمک کند.
در مورد روشهای بهبود بایندر یک مشکل وجود دارد.تبخیر سریع آب مورداستفاده در کورههای تهویه در دمای حدود 60 درجه سانتی گراد بهطورکلی منجر به تغییر مورفولوژی بایندر میشود.این امر بهویژه در امولسیونهای اصلاحشده با لاتکس دیده میشود.درنتیجه،خصوصیات که بر پایه تست بایندر است بعد از یک تبخیر میانگین(24 ساعت در دمای اتاق و پسازآن قرار دادن نمونه به مدت 24 ساعت در دمای 50 درجه سانتی گراد)اندازهگیری میشود.
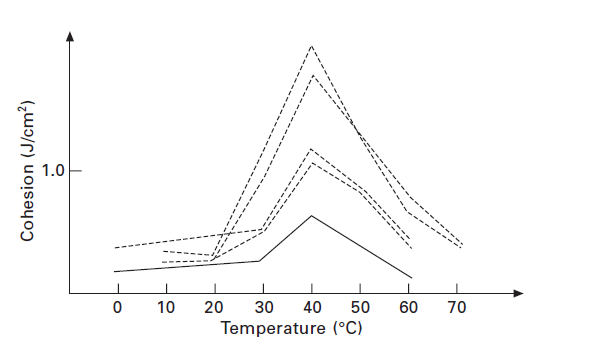
در مورد آزمایش بایندر باقیمانده جالب است توجه داشته باشید که تجربه فرانسویها برای آزمون PMBE جهت لایه Cheabseal بر پایه نتایج آزمون پاندول میباشد.بر پایه این آزمون تنها نمونههایی که ارزش انسجام آنها در حدود است جهت پلیمرهای اصلاحکننده مناسب میباشند.
شكل شماره 3-2 انسجام بایندر بهبودیافته برای امولسیونهای اصلاحشده پلیمری(خطچینها)و اصلاحنشده(خط ممتد)
برای مشاهده ادامه مطالب این فصل برروی لینک زیر کلیک کنید: